To fully understand the pull flow system, this organisation was initially formalized by Taichi Ohno (Toyota engineer and father of the TPS), in particular with the development of the Kanban method.
“There is no worse waste than producing something that you do not need immediately and storing it in a warehouse. Before, we used to think that the initial manufacturing process (upstream) sent the parts to the next stage of production (downstream). However, we decided to reverse the process and see what would happen if the later stages became the early stages and if only that which was needed got used at the time.”
Principles of pull flow
- Only the downstream need triggers a quantity to be produced or supplied upstream,
- All industrial flows are broken down into customer/supplier relationships,
- Each customer/supplier relationship is defined by a set of parameters and a calculation formula..
Decoupling by stock
Establishing a pull flow organisation makes it possible to decorrelate the demand (downstream) from the producer (upstream) by dynamically controlling a buffer stock between the two:
- Simplification: Breaking the flow down into independent levels,
- Responsiveness: the positioning of a decoupling stock makes it possible to “break” the lead time,
- Synchronization: each level works at the same pace thanks to the ADC.
ADC makes it possible to resize all of the flows in real time. - Robustness: The independence of levels prevents the propagation of errors.
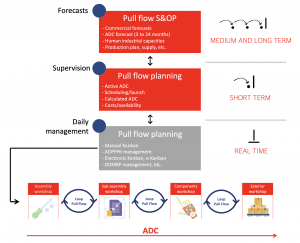
Pull flow organisation
Management on 3 levels:
- Real-time (execution): Kanban, e-Kanban, PFP6, DDMRP, etc.
- Sort-term (supervision): Monitoring/adjustment of parameters, etc.
- Medium and long-term (forecast): Load plans, supply, etc.
Pull flow systems: Which industrial sectors? What are the challenges?